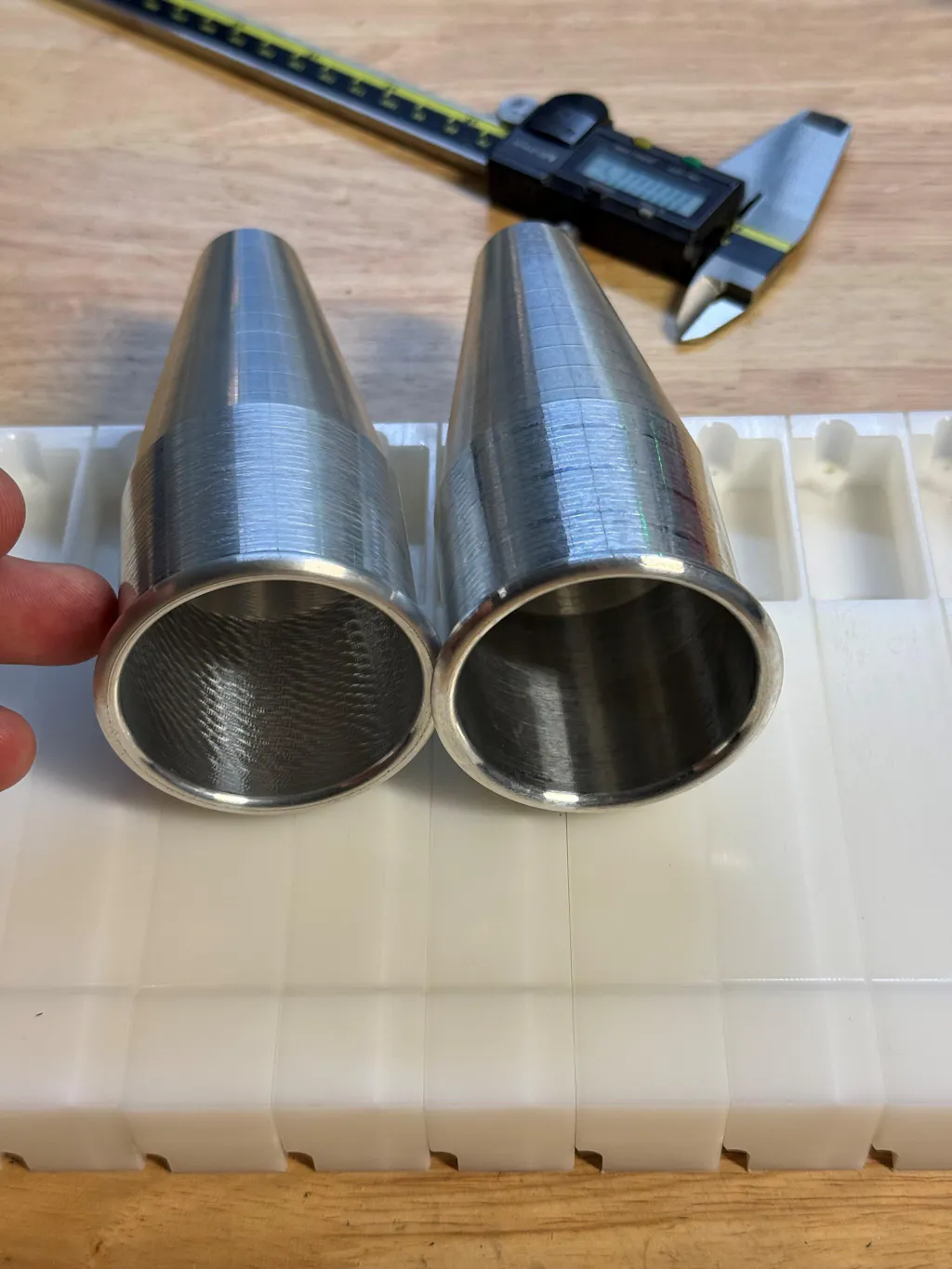









When boring deep holes, there is no better solution than a dampened boring bar. Vibrations or "Chatter" are a constant battle when boring, the length to diameter ratio of a boring bar determines it's effective range. Boring bars can be made from different materials which change the bars properties. In this video, I demonstrate setting up a dampened bar at a 9 to 1 ratio. That means for this 1.000" diameter bar, 9.000" is extended from the holder.
The effective length to diameter ratio of a common steel boring bar is 3 to 1.
Ratios of 4 to 1, or even 5 to 1 are possible, often with significant experimentation though. (This is demonstrated via the "knock test" at different projection ratios. If the bar is tapped and it reverberates, it will likely chatter, if a solid thud is heard, the bar will likely cut well.)
The effective length to diameter ratio of a carbide boring bar is 6 to 1. Greater ratios are possible once again through experimentation. The trend here is the more $$$ you spend the deeper you can bore without issues. A carbide bar is often 2-3 times the cost of a steel boring bar. Where steel is somewhat flexible, carbide is extremely rigid. The tendency to chatter is overcome with sheer rigidity, just like the steel bar.
Finally we come to dampened boring bars, internal mechanisms passively absorb any incoming chatter as the bar enters the cut. Picture a tuning fork being grabbed which stops the fork oscillating immediately. The bar is somewhat flexible like the steel bar, but instead of the chatter taking over, the dampened bar absorbs it. Deflection will still be present when trying to hold a bore tolerance, but it can be accounted for. Length to diameter ratios of 10 to 1 are common with steel dampened bars, with 14 to 1 ratios being possible with carbide reinforced dampened bars. As can be heard in this demonstration, the dampened boring bar passed the knock test with flying colors.
This phenomenal technology does not come without a cost, this type of boring bar is often up to 10x's the cost of a plain steel bar. When the job demands a solution, not choosing the right tool is often much more costly in the long run.
If you are having issues boring, here are a few tips and tricks to minimize them.
1. Reduce Cutting Speed
2. Increase Depth of Cut (Rule of thumb is at least your tool nose radius)
3. Increase Feed Rate if Possible
4. Choose a Smaller Tool Nose Radius
5. Minimize The Bars Stickout
6. SSV (Spindle Speed Variation) if your machine is capable of slowing down and speeding up the spindle automatically at a chosen interval, it can work wonders to reduce chatter just like the dampened bar.
7. Grip the bar by at least 4 x's the diameter. 1.000" bar = 4.000" grip.
8. Use cylindrical clamping. Imagine trying to hold a weight with your fingertips (set screws) vs. your entire hand (cylindrical clamping) One is much more secure than the other and deadens vibrations.
9. Choose the largest bar possible for the bore
10. Reduce Feed Rate if it helps
11. Use Coolant..Just the addition of coolant can aid in effectively shearing a chip.
12. Proper Alignment..There are many methods of assuring the bar is properly aligned with each axis, as well as the parts centerline. A great old school method of lightly scratching a line with a tool that is aligned with part center is demonstrated in this video. Aligning the tip with the point of a center in the tailstock is another easy way. I cover many on our Instagram page.
13. Workholding of the piece itself, if the part itself has a tendency for vibration no boring bar will fix that.
I hope that helps!
Thanks for watching!
Octane Workholding